Fichiers Graphiques
Fichiers à fournir
Les contraintes techniques en résumé
– Fichiers au format vectoriel : .ai, .svg, .pdf
– Colorimétrie : mode RVB
– Eléments à graver : aplats noir
– Tracés de découpes : contour rouge (épaisseur du trait de 0.1mm)
– Un seul calque
– Format à l’échelle 1/1 (max. 1000 X 600 mm)

Vous avez besoin de davantage de précisions ? Retrouvez ci-dessous, les spécifications techniques détaillées !
Vous n’êtes pas en mesure de nous fournir ce type de fichier ?
Pas de panique, nous pouvons les réaliser pour vous. Envoyez-nous les éléments en votre possession (logo, dessin, schémas explicatif…), et nous pourrons vous établir un devis selon le travail à réaliser. Nous vous enverrons ensuite un « Bon à Tirer » (= document de validation), avant production. Contactez-nous !
Formats de fichiers & Logiciels
Format de fichiers exploitables
Différents formats de fichiers sont utilisables par la machine laser. La découpe laser nécessite des fichiers graphiques vectoriels alors que la gravure laser peut être réalisée à partir d’images en Haute Définition.
- Découpe : .svg .ai .pdf .dxf
- Gravure : .svg .ai .pdf .jpg .bmp .png
Si le fichier comporte les deux procédés (gravure et découpe), il faut obligatoirement du format vectoriel. Certains fichiers .dxf présentent des incompatibilités avec le logiciel de pilotage de la machine laser. Utilisez toujours des images de haute qualité pour la gravure. Si l’image est pixellisée, le rendu en sera dégradé.
Vos fichiers doivent être réalisés sur un seul calque afin de bien être interprétés par notre logiciel et à l’échelle 1/1.
Réglages de base de votre fichier graphique

1000 x 600 mm sont les dimensions maximales de la zone de travail de notre machine. Si vous avez de nombreuses pièces de petites dimensions à réaliser, répartissez-les sur la zone de travail pour optimiser la production.
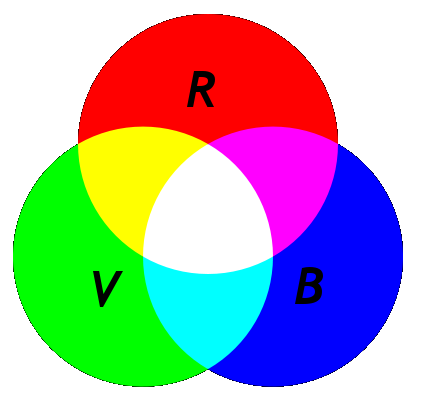
Toujours travailler en mode RVB (ou RGB en anglais). Notre machine laser ne prend pas en compte les fichiers au format CMJN. Certaines couleurs seront toutefois à privilégier pour la gravure et découpe laser.
Pour une gravure de qualité, vos fichiers doivent avoir une résolution de 500 DPI.
Spécifications pour la gravure & découpe laser
Spécifications pour la gravure
La préparation des fichiers graphiques vectoriel pour la gravure laser nécessite l’utilisation de couleurs spécifiques à la palette RVB.
En règle générale, il faut utiliser un aplat noir 100% (00|00|00 ou #000000) pour la gravure laser.
La gravure en niveau de gris est possible et apporte un rendu intéressant pour certaines réalisations. La puissance du laser est alors pondérée en fonction du niveau de gris.


La gravure de fichier vectoriel donnera le meilleur résultat car il n’est pas sujet au phénomène de pixelisation que l’on rencontre dans les images matricielles (jpg, bmp…).
Il est toutefois possible de graver une image matricielle mais il est nécessaire d’avoir une qualité d’image élevée pour avoir une bonne définition de gravure.
Spécifications pour la découpe
Les fichiers graphiques pour la découpe laser doit être impérativement en format vectoriel, car le vecteur est interprété par la machine et correspond à une trajectoire de la tête laser.
De manière conventionnelle, les tracés rouge correspondent à la découpe. Il convient d’utiliser un rouge 100%, toujours en mode RVB (255|00|00 ou #FF0000).

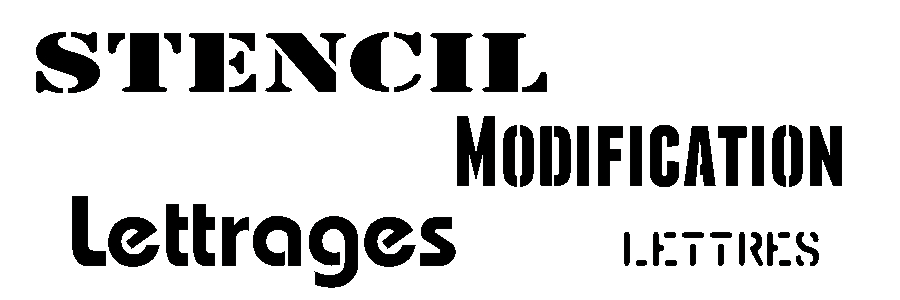
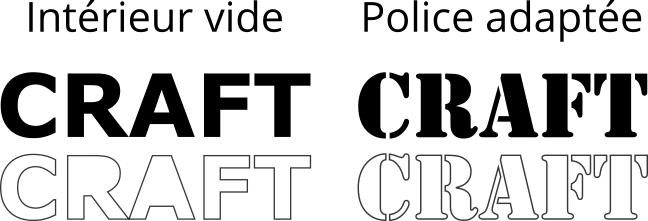
Spécificités pour la découpe de pochoirs
Pour la réalisation de pochoirs, il est important de prendre une police de caractères adaptée à cet usage. Ces polices sont de type « Stencil ».
Elles évitent que les caractères tel que le A, B, D, O, P, Q, R, ne perdent l’intérieur de leur lettre lors de la découpe du pochoir. Vous pouvez aussi adapter des polices « classiques » en incluant des « pattes » pour le maintien de la partie intérieure.
La largeur de découpe ou « kerf »
La précision de la machine laser permet de réaliser des usinages de grande qualité. Néanmoins, si vous souhaitez obtenir des cotes exactes pour vos pièces, il faut tenir compte du kerf (ou largeur de découpe) que laisse le faisceau laser suite à son passage.
Ce kerf dépend du matériau et de son épaisseur. Si vous souhaitez réaliser des pièces qui nécessitent une très haute précision (de l’ordre de 0.1 mm) il faudra réaliser des essais préalables et un prototypage.
Il est important de ne pas réaliser deux découpes trop proches l’une de l’autre. Celle-ci dépend du matériau, de son épaisseur et de sa fragilité. Une règle de base est de ne pas rapprocher deux lignes de découpe à une distance inférieure ou égale à l’épaisseur du matériau.
